High-efficiency, certified solutions engineered for performance, commercial compliance, and rapid ROI integration.







Integrating next-generation industrial LED architectures, regulatory frameworks, and off-grid technology to drive commercial energy efficiency.
Guangzhou Bluu Light Co., Ltd. is a premier Commercial LED Lighting Manufacturer specializing in smart lighting solutions for retail, office, industrial, and commercial environments. Based in Guangzhou, China, the company focuses on the development, manufacturing, and supply of energy-efficient LED lighting systems designed to improve illumination quality, operational efficiency, and sustainability across a wide range of applications.
With a strong commitment to innovation and performance, Bluu Light offers comprehensive lighting solutions for commercial buildings, office spaces, retail stores, warehouses, industrial facilities, hospitality venues, educational institutions, healthcare environments, and outdoor infrastructure projects. The company integrates advanced LED technology with intelligent lighting controls to help customers optimize energy consumption, enhance visual comfort, and reduce long-term operating costs.

Equipped with modern production facilities and rigorous quality management systems, Bluu Light maintains strict control throughout the manufacturing process to ensure consistent product performance and durability. The company continually invests in research and development to advance smart lighting technologies, energy-saving innovations, and intelligent control systems that support the evolving needs of global markets.
Serving customers across North America, Europe, Asia, the Middle East, South America, and other international regions, Guangzhou Bluu Light Co., Ltd. is dedicated to delivering reliable commercial LED lighting solutions that combine efficiency, functionality, and long-term value for modern businesses and infrastructure projects worldwide.

Unveiling how specialized local assembly, regulatory frameworks, and advanced component sourcing lower TCO (Total Cost of Ownership).
Deploying commercial energy-efficient lighting systems demands rigorous adherence to regional safety and architectural guidelines. For North American environments, systems must satisfy strict UL/cUL criteria alongside DLC (DesignLights Consortium) Premium certifications to unlock substantial municipal energy rebates. Within the European economic sector, products must strictly adhere to CE, RoHS, and ErP standards, focusing on lifecycle eco-design. Guangzhou Bluu Light Co., Ltd. incorporates these standards into the initial product design phases, using premium components (e.g., MeanWell drivers, Cree/Osram LED chips) to meet specific localized grid characteristics, such as 347V applications in Canada or surges up to 10kV in coastal setups.
Operating out of Guangzhou, the industrial hub of southern China, allows us to capitalize on unmatched supply chain synchronization. Our logistics network guarantees quick access to high-purity aluminum extrusion foundries, PCB fabricators, and advanced optical lens manufacturers. This dense ecosystem reduces component lead times, supporting swift prototype iterations and cost-efficient bulk manufacturing. Rather than acting as a simple assembly line, our facility runs integrated manufacturing cycles from raw sheet metal fabrication to testing in darkroom photometer bays. This operational model reduces overheads, passing the direct cost savings on to global engineering projects and B2B distributors.
Industrial procurement teams frequently face issues with inconsistent product quality, mismatched import codes, and poor communication. We solve these bottlenecks by providing dedicated technical support, comprehensive IES files, detailed thermal dissipation reports, and international certificates (CB, SAA, TUV) prior to shipping. In addition, we optimize shipping density to lower container costs. By implementing a standardized documentation approach, our export processes expedite customs clearance through ports in North America, Western Europe, and the Middle East, reducing project lead times.
The industry is moving quickly beyond simple static illumination. The future lies in smart integration, featuring DALI-2, Zigbee, and LoRaWAN wireless controls that pair lighting networks with Building Management Systems (BMS). Features like daylight harvesting, dynamic CCT tuning (Circadian Rhythm adaptation), and IoT-enabled asset tracking are becoming standard requirements in modern commercial buildings. Guangzhou Bluu Light Co., Ltd. continues to integrate these technologies into our product line, ensuring that our fixtures serve as active nodes within smart city grids and intelligent warehouses, ready to meet upcoming decarbonization goals.
Exploring custom lighting designs across specialized cleanrooms, parking facilities, solar street lighting, and daylight harvesting elevator doors.
Pharmaceutical and microelectronics assembly areas require dust-free, non-turbulent airflow layouts. Our ISO8 Cleanroom LED fixtures feature aerodynamic teardrop shapes or ultra-flat flush mounts with IP65 ingress protection, safeguarding against chemical cleaning agents and static accumulation while keeping glare low (UGR < 19).
Airports and regional train stations run 24/7, making robust reliability essential. Our daylight harvesting elevator door systems and automated transit lighting adjust brightness levels dynamically in response to real-time ambient sunlight, reducing energy consumption during peak daylight hours.
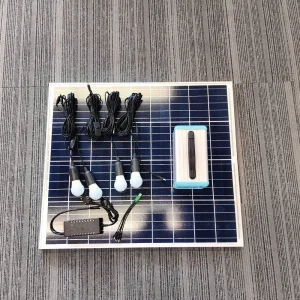
For locations lacking grid stability, our solar panel kits and all-in-one smart LED road lamps provide off-grid reliability. Incorporating Lithium Iron Phosphate (LiFePO4) battery packs, intelligent MPPT controllers, and long-lasting LED arrays, these systems ensure constant lighting performance through extended periods of rain.
A inside look at our assembly lines, raw material processing workshops, and product testing areas.







Key information regarding standards, customizations, and logistic requirements for international commercial lighting projects.
Our products carry multiple international certifications, including CE-LVD, RoHS, FCC, and UL/cUL markings, ensuring compliance with strict safety and performance standards. Many of our commercial products are also DLC Premium listed, qualifying project developers for utility rebates. We provide full certificates and test reports during the project estimation stage.
Yes, our engineering team provides complete IES files for our commercial lighting range. We also generate custom lighting layouts using DIALux software, simulating lux levels, unified glare ratings (UGR), and optimal light distribution to help clients verify performance before committing to order.
We provide a standard 5-year replacement warranty on all commercial fixtures, covering LED chips, drivers, and housing components. In the event of a component failure, we dispatch replacements promptly. Our QA process ensures a failure rate of less than 0.2% across our catalog.
Standard OEM/ODM orders generally take 20 to 30 days from initial deposit and design confirmation to shipping ready. Rapid prototyping for custom profiles can be completed within 10 to 14 days thanks to our integrated supply chain model and localized die-casting workshops.
Yes, our fixtures can be configured with smart dimming drivers supporting DALI-2, 0-10V, PWM, or wireless Zigbee control systems. This allows seamless integration with occupancy sensors and daylight harvesting setups in smart buildings.
Specialized solar panels, mount brackets, portable stations, and urban lighting systems built for off-grid demands.