Expertise in Engineering: The Guangzhou Bluu Light Advantage
Guangzhou Bluu Light Co., Ltd. stands at the forefront of the commercial LED lighting industry. Our authority is built on a foundation of decades of experience in optical design, thermal management, and smart control integration. Unlike standard suppliers, we operate as a full-cycle manufacturer, ensuring that every lumen output, color rendering index (CRI), and durability metric meets rigorous international standards.
Our E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) approach ensures that architects, facility managers, and B2B procurement professionals receive not just a product, but a sustainable lighting strategy.
Supply Chain Resilience: Why China Remains the Global Lighting Hub
In the post-pandemic era, supply chain resilience is paramount. Guangzhou Bluu Light optimizes its production through deep vertical integration. By owning our manufacturing facilities in Guangzhou, we mitigate the risks of third-party dependency. This efficiency allows us to provide competitive lead times, superior quality control, and the agility to scale production for massive infrastructure projects—whether for smart cities or industrial parks.
The Innovation Roadmap: Smart Lighting & IoT
The future of lighting is not merely "illumination" but "data interaction." We are actively investing in:
- IoT Integration: Developing lighting fixtures that function as nodes in a smart city network, incorporating LoRa, DALI, and Zigbee controls.
- Human-Centric Lighting (HCL): Researching biodynamic lighting that adapts to circadian rhythms, essential for modern office and healthcare environments.
- Sustainability: Reducing material waste through self-cleaning surface technologies and modular components that simplify recycling and end-of-life replacement.
Localized Application Scenarios
Lighting solutions cannot be "one size fits all." Our design philosophy emphasizes local environmental and usage patterns:
1. Industrial & Warehouse Facilities
We provide high-bay lighting with specialized self-cleaning optics to combat dust accumulation, significantly reducing TCO (Total Cost of Ownership) for factory managers.
2. Healthcare & Institutional
Our smart LED systems integrate motion and daylight sensors, providing precise dimming curves that maintain required lux levels while slashing energy expenditure by up to 60%.
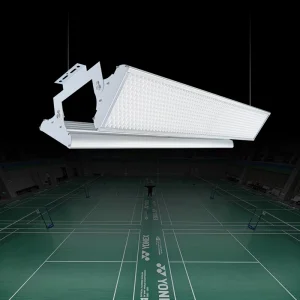
3. Sports & Padel Clubs
Anti-glare technology is critical. We engineer light distributions specifically for high-speed sports like Badminton and Pickleball, minimizing player distraction while maximizing visibility.
Global Compliance & Localized Support
Reliability is our hallmark. Every product series, from our solar street lights to our IP65 emergency bulkhead solutions, undergoes rigorous validation:
- International Certification: Full compliance with CE, RoHS, and IP-rated standards for harsh outdoor environments.
- Engineering Documentation: We provide IES files, photometrics, and technical support to assist your design teams in planning phases.
- After-Sales Trust: Our 5-year warranty programs and dedicated technical assistance ensure that your investment is protected across borders.
Frequently Asked Questions (FAQ)
Q1: What makes Bluu Light's manufacturing process different from other China suppliers?
We prioritize vertical integration and proprietary quality management systems (QMS), ensuring we control the production lifecycle from PCB design to final assembly, rather than merely outsourcing components.
Q2: Do you provide support for large-scale smart lighting projects?
Absolutely. Our technical team works directly with engineers and project managers to provide photometric layouts, LoRa control integration, and custom firmware solutions to ensure seamless installation.
Q3: How do you handle quality control for international exports?
Every product undergoes a multi-stage testing process, including thermal cycling, vibration testing, and IP66/65 ingress protection verification, ensuring compliance with EU and North American standards before shipping.